Turbine power supply
Solution
Country
Africa
Gas combustion requires constant pressure and temperature at the inlet of the gas turbine combustion chamber. In addition, in this particular case, the natural gas to be sent into the gas turbine had to be first treated-to reduce the high concentration of heavy hydrocarbons and water-and heated to 28 °C above the dew point.
Integrated high-performance solution
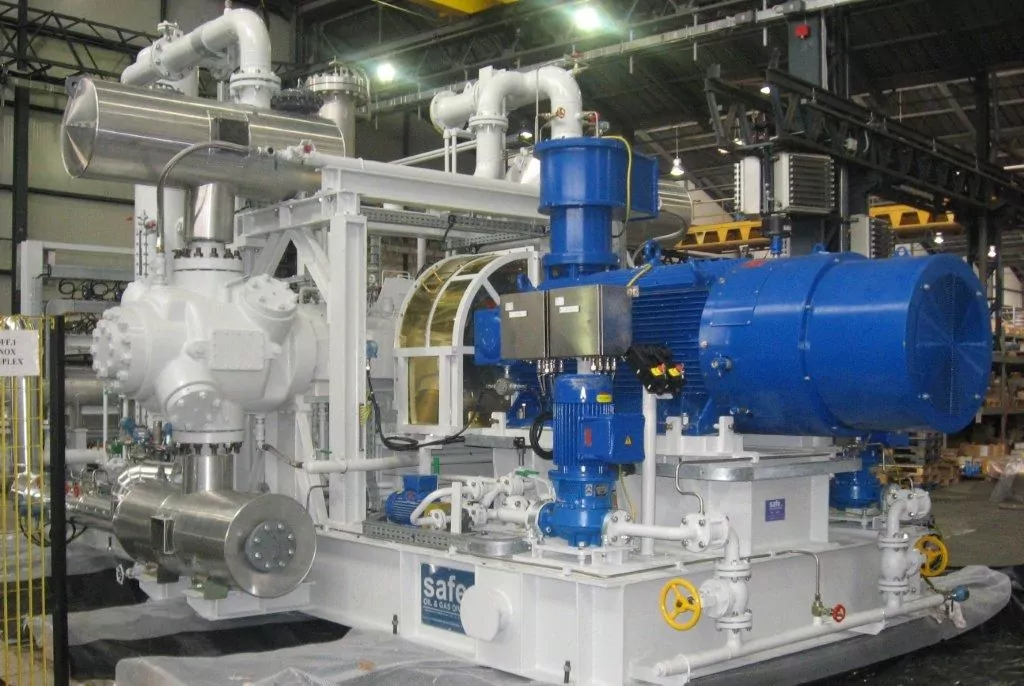
Turnkey system on single skid with high-capacity compressor (3,000 kg/h), 350 kW electric motor, and stable operation between 1.48 bar g and 30 bar g.
Precise temperature and pressure control
Equipped with cross-flow heat exchanger with by-pass circuit and gas recirculation system to ensure constant conditions at the turbine combustion chamber.
Guaranteed reliability and safety
It includes oil/condensate separators, air cooling for each stage, and pulsation dumpers for suction and delivery, ensuring efficiency and protection of the entire process.
Project Requirements
Highly engineered integrated turnkey solution:
Consisting of a single skid with a flexible and efficient other OEM compressor-with a capacity of 3,000 kg/h and a power input of 350 kW at suction pressure of 1.48 bar g, inlet gas temperature of 36 °C and discharge pressure of 30 bar g-driven by an electric motor. In addition, to ensure that the gas temperature and pressure remain constant at the inlet of the gas turbine combustion chamber, the solution was equipped with the following technologies:
- Cross-flow heat exchanger and by-pass circuit for gas temperature control.
- Pressure control system by gas recirculation.
Read more
Maximum efficiency, reliability, and safety through the following auxiliary systems:
- Oil and condensate separation system at the inlet of each compression stage to prevent gas saturation.
- Air cooling system with dedicated sections in the discharge of each compression stage.
- Pulse dumpers in both suction and delivery of each compression stage
Advantages and features of the SAFE solution
Gallery /