Collection and reinjection
Solution
Country
Europe
Italy
Gas is collected from the wells and compressed into the network. Under such circumstances, wellhead gas must be treated before being injected into the network.
Highly engineered modular solution
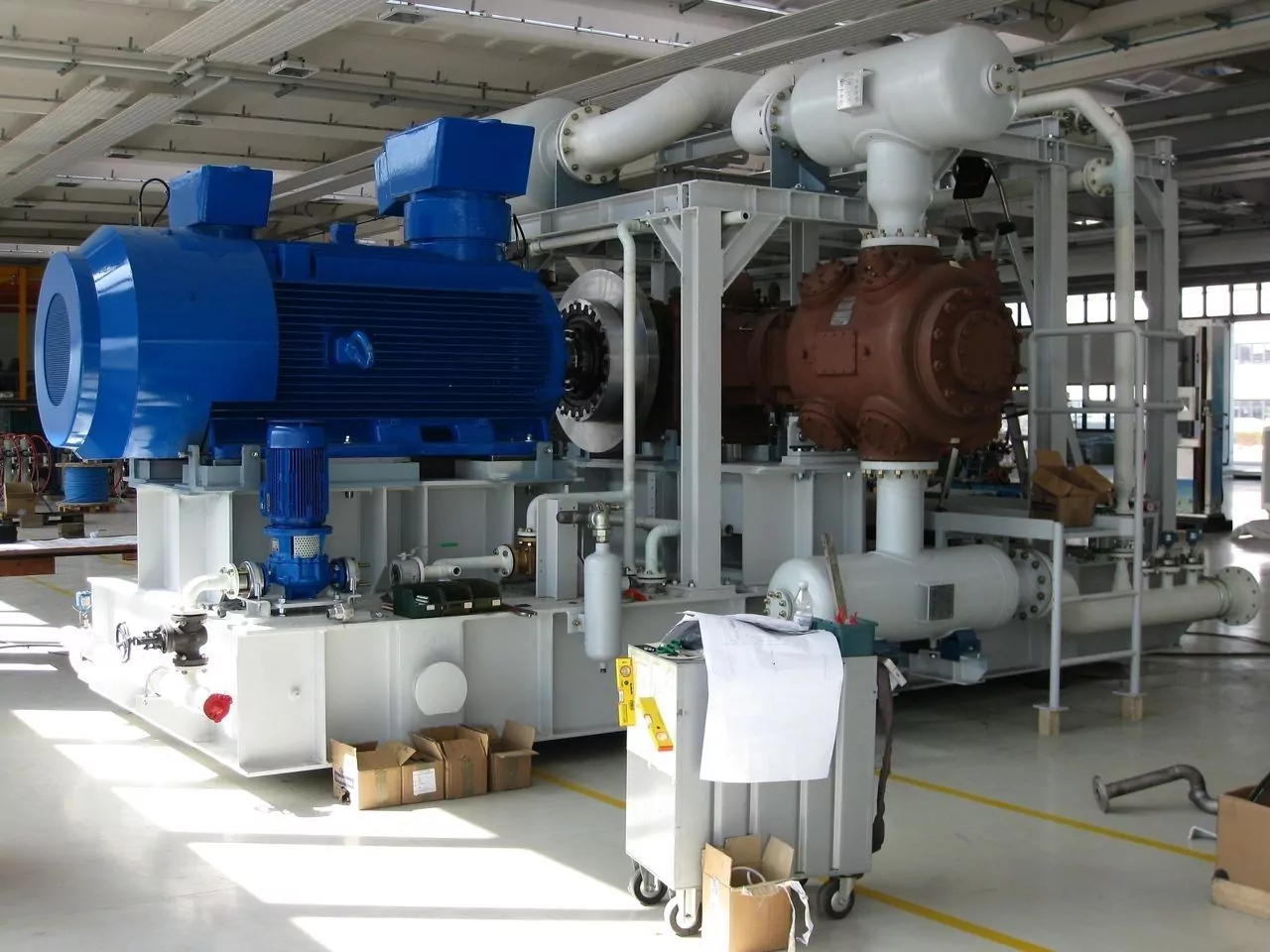
System consists of two modules: a skid with compressor and 680 kW electric motor, and a separate module in safe area with control room, VFD, transformer and management panel.
Maximum operational reliability
With liquid separators, gas recirculation system and pulsation dampers, the solution ensures continuity, flow control and protection from operational instabilities.
High safety standards
Soundproof and weatherproof structure, equipped with fire and gas leak detection, as well as automatic extinguishing systems for complete plant protection.
Project Requirements
Highly engineered package consisting of two modules: Consisting of a skid with an electric motor coupled to a compressor from other OEM with a power input of 680 kW at 5.8 BarA suction pressure and a gas cooling system at each compression stage.
The other module-designed for safe area-is equipped with a control and power room, 15 kV to 690 V transformer, VFD, switch for the main motor, an MCC for all auxiliary equipment, and the control panel.
Maximum availability and reliability: Due to the physical characteristics and composition of wellhead gas, SAFE has introduced a number of auxiliary systems to ensure maximum availability and reliability of the proposed solution: liquid removal separators at the inlet of each compressor stage, a gas recirculation system to control the gas flow rate by monitoring the outlet pressure, and a pulsation dampening system at each compressor stage.
High safety standards: To ensure maximum plant safety, the skid and all auxiliary systems have been packaged inside a soundproof, weatherproof housing equipped with fire/gas detection and fire extinguishing systems.
Advantages and features of the SAFE solution
Gallery /