
What is rebours
Industrial and agricultural waste treatment plants produce clean biomethane that can be used directly in the industrial, private or mobility markets.
These units, featured by constant biomethane production throughout the year, are often connected to a distribution network in urban or rural areas, where consumption is usually lower than production and subject to seasonal changes.
This excess represents added value if recovered and used in areas where demand exceeds supply. In this perspective, a number of green solutions have been designed to recover and reuse biomethane surplus,
such as storage and the reverse flow technique better known as “REBOURS” or “GRID REVERSE FLOW”.
The technique
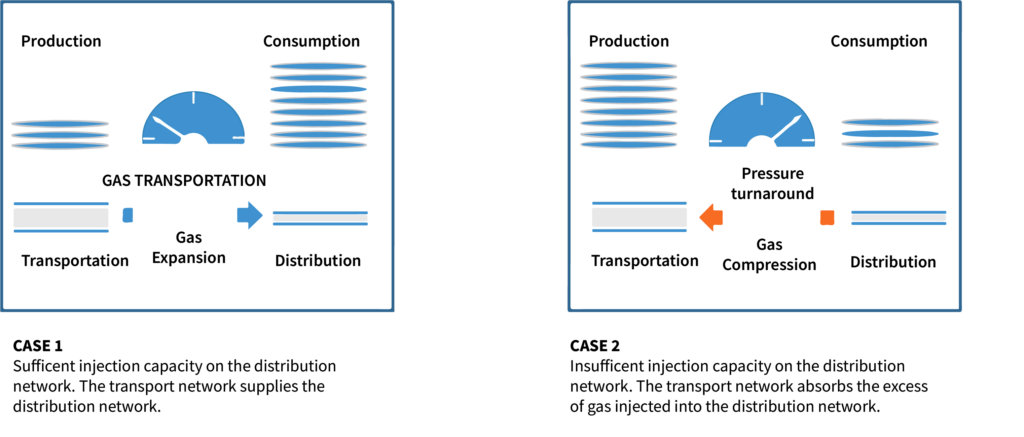
The reversal technique consists of compressing unconsumed biomethane on a distribution network and then injecting it into the network at a higher pressure allowing the green gas to be “redistributed” to a further consumption area.
How it works
The main function of a REBOURS station is therefore that of a compressor: gas produced and unconsumed is compressed to a pressure equivalent to that of the transportation network.
The mechanism works automatically: the compression unit starts up when the network pressure reaches the maximum expected threshold, i.e. above the estimated consumption of the biomethane station area.
Then, the excess gas is compressed and injected into another network, bringing the initial network pressure to a low threshold where the compressor will stop.
Advantages
With this versatile solution, the network becomes bi-directional and excess biomethane can join the transportation network at any point of consumption.
These compression systems, from the distribution network to the transportation network, maximise the efficiency of the entire energy system because, thanks to a play of pressure peaks,
they encourage the circulation of any surplus gas for immediate consumption or, otherwise, in storage units for future consumption. This avoids saturation of the system and the consequent dispersion of exceeding gas.
Case study: large-scale rebours stations in France
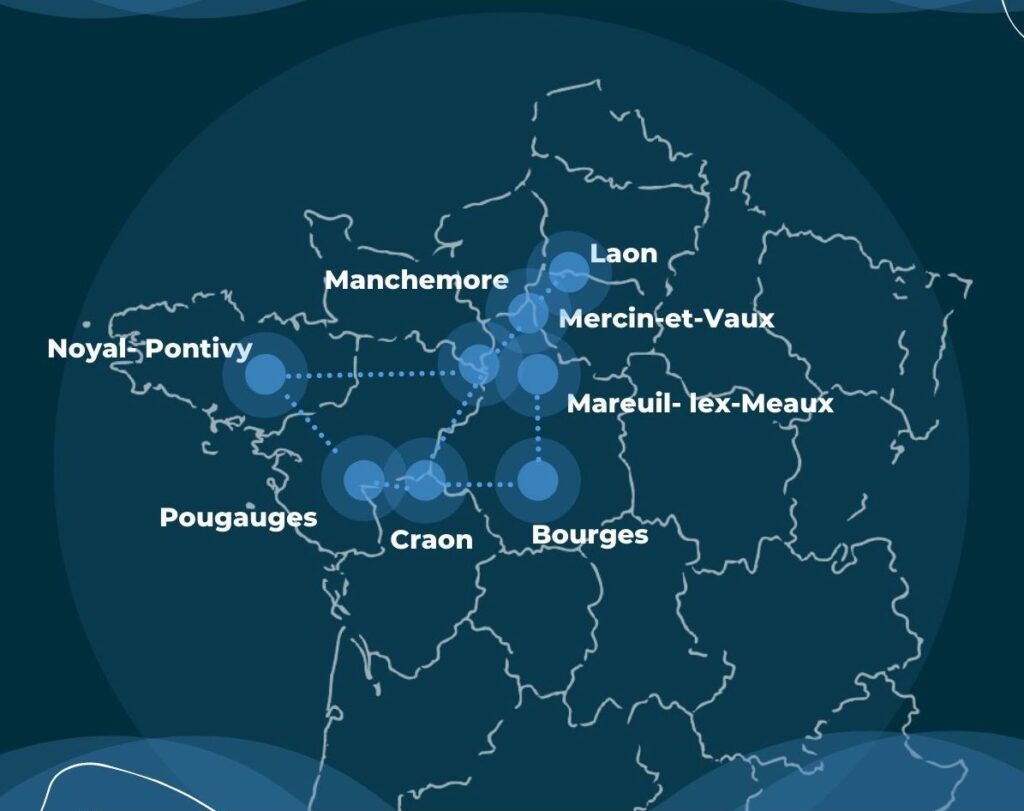
In recent years, the French territory has experienced a fast development of biomethane production.
To facilitate this development and maximise its potential, GRTgaz (the gas transmission operator) is planning more than 30 REBOURS plants, most of which will be commissioned between 2022 and 2024, facilitating the integration of renewable gas into networks.
To date, GRTgaz operates 5 REBOURS plants, a further 13 sites are under construction and the French Energy Regulatory Commission (CRE) has already validated the investment for 7 new projects and the study of 9 additional ones.
The role of SAFE
SAFE, key player in the realisation of this project, supplied 8 highly engineered plants with the following features:
OPERATIONAL VERSATILITY AND HIGH PERFORMANCE OF THE COMPRESSOR UNIT
The compressor units consist of # 2 SV and # 6 SW with direct coupling to the electric motor. Capacity regulation (0->100%) is provided by a combination of VFD and high efficiency recirculation system.
This table defines the operating range of each unit and more details on inlet and outlet pressures as well as the maximum flowrate of each compressor unit.
| | Site 1 | Site 2 | Site 3 | Site 4 | Site 5 | Site 6 | Site 7 | Site 8 |
|---|---|---|---|---|---|---|---|---|
| Pin (barG) | 3,9 | 4 | 7,5 | 4 | 8 | 7 | 8 | 4 |
| Pout (barG) | 55 | 67,7 | 60 | 67,7 | 67,7 | 67,7 | 67,7 | 67,7 |
| Flow rate (Nm3/h) | 540 | 1,450 x2 | 820 | 1,000 | 1,500 | 1,000 | 3,000 | 1,500 |
| Temp in (°C) | 15 | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| EM power (kW) | 110 | 250 x2 | 110 | 200 | 250 | 200 | 450 | 315 |
Together with the compressor units, SAFE has provided auxiliary systems to offer further benefits:
MAXIMUM RELIABILITY AND AVAILABILITY
Compression units are installed inside soundproofed, water-resistant steel cabins and are equipped with gas and fire detection systems ensuring high levels of safety.
The control panel, which manages both the power and the compressor unit, has been designed and installed in a dedicated room.
HIGH SAFETY STANDARDS:
Through manual dryers (present in 2 out of 8 stations) installed upstream the compression unit which cleans and dries the gas when the water content of the network is too high.
Furthermore, water cooling system cools the gas at each compression stage ensuring that the compressor works properly.
ZERO EMISSIONS:
The systems can be equipped with a compressor unit (from other OEMs) with an installed power of 2.2 kW and a maximum capacity of 3 Nm3/h.
This compressor unit operates over a wide range of pressures in both suction (10 to 500 mbarG) and discharge (40 to 67.7 barG).
Its operation is automatic and controlled by the control panel fully integrated inside the system: each time the inlet gas exceeds a pressure of 200 mbarG, the compressor unit is activated, recovering any gas leaks, thus avoiding dispersion into the atmosphere.
Once the gas pressure is reduced to 10 mbarG, the compressor unit stops.
The Rebours system shows how functional and valuable SAFE’s contribution to the renewable energy market is. It is a technique that makes it possible to optimise the flow of biomethane, confirming that biomethane is a flexible, efficient and programmable source.
The solutions highlighted are the result of know-how gained in over 40 years of activity in the compression technology, which has enabled the development of tailor-made and highly innovative projects.
