Introduction: ⠀⠀⠀ The recovery of agricultural waste through conversion into biomethane has a twofold benefit: during decarbonisation, potential CO2 emissions (produced by the fermentation of agricultural waste) are intercepted and utilised. The system in this case treats approximately 200,000 tonnes of agricultural waste (50% livestock waste and 50% green residue) per year to obtain:
18 million Nm3/year of biomethane (purified biogas) to be injected into the grid
150,000 tonnes/year of compost for agriculture (70%), organic fertiliser (30%)
20,000 tonnes/year of CO2 used for greenhouse crops
Biomethane is obtained from the purification of biogas from which contaminants and CO2 are removed through a filtering system, resulting in methane with purity greater than 99%. The biomethane is subsequently injected into the distribution networks of two network operators (local and national distributors) and allows approximately 12,000 households to be supplied. By providing a fully integrated solution, SAFE technology contributed to the implementation of this impressive example of decarbonisation and exploitation of agricultural waste.
BUSINESS AREA
Biomethane
COUNTRY
Netherlands
PROJECT
Agricultural biomethane (RNG) compression station for grid injection
Customer request:
Compressor size
2300Sm3/h with large capacity to be regulated according to the biomethane flow rate
Redundancy
possibility of guaranteeing continuous operation (8760 hours/year) even during maintenance activities
Integration
solution fully integrated into the system with installation in a dedicated engine room
Advantages and features of the SAFE solution: A fully integrated and modular solution that guarantees
Management of maximum biomethane flow rate
Operational flexibility
Maximized availability
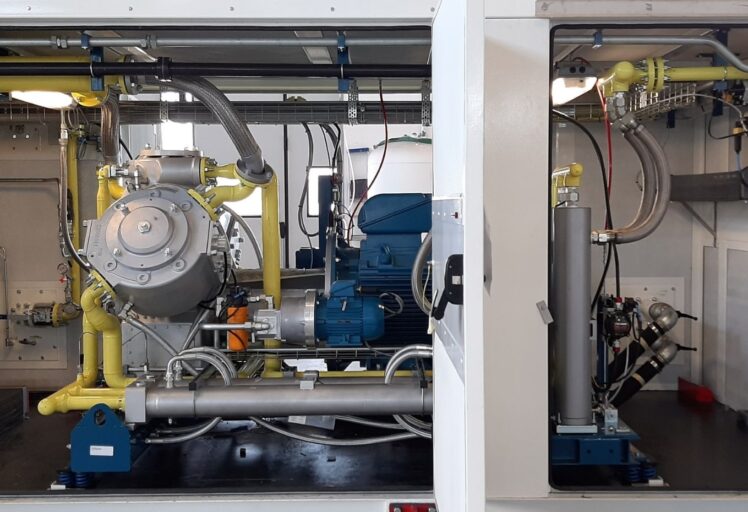
SAFE supplied 3 highly engineered skid-mounted compressor modules to be installed inside the engine room of the biomethane production plant together with the relevant control panels (integrated in the plant control room) and the air-cooling systems. The number of units and the type of compressor were chosen to ensure the right compromise between machine availability, running costs and overall dimensions.
The single module consists of a 110 kW ST series compressor with a maximum flow rate of 1000 Sm3/h, which compresses the gas (biomethane) from 8 barG to 40 barG (network pressure). 0%-100% regulation of the flow rate is ensured by a combination of VFD and recirculation line.
Each of the compressor modules is equipped with its own auxiliary and management systems to ensure integrated operationindependent of the other units. This ensures the necessary modularity of operation and the availability of the system, which has currently reached over 8000 hours of continuous operation.